









Меню
Калуга
Выберите город
×
Ваш город ?




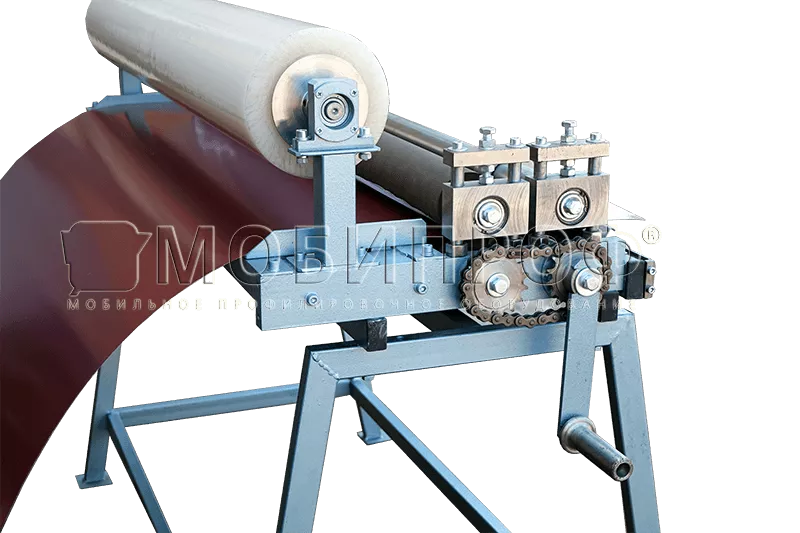
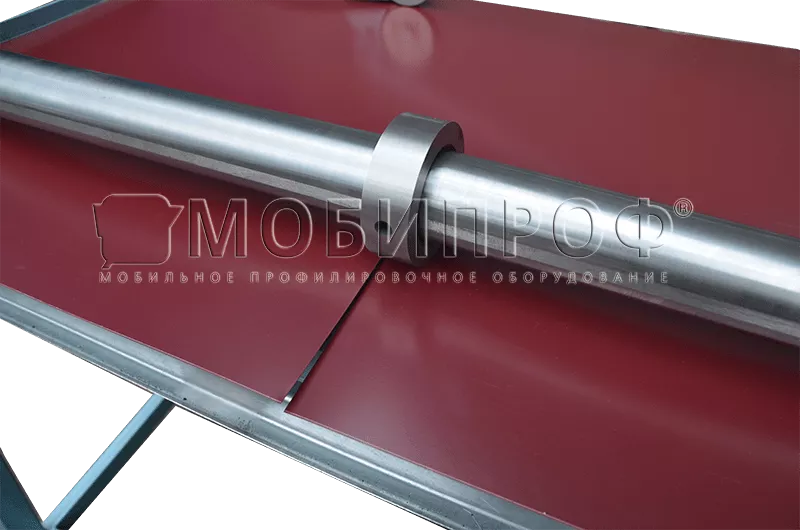
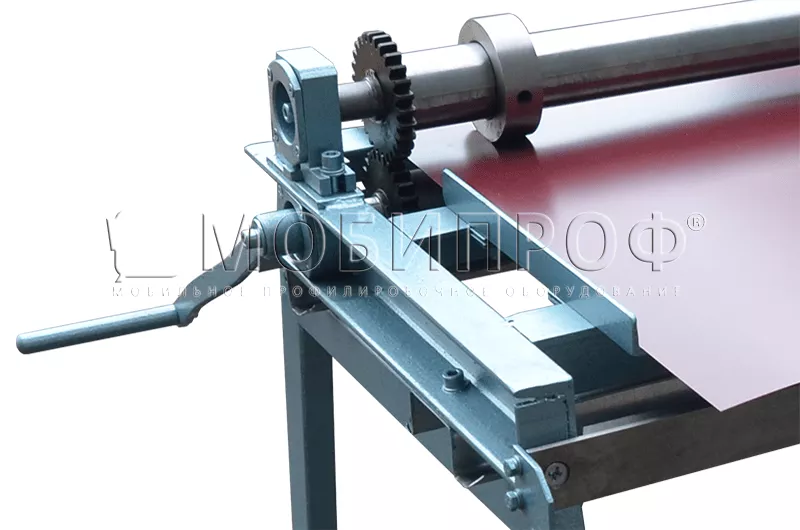
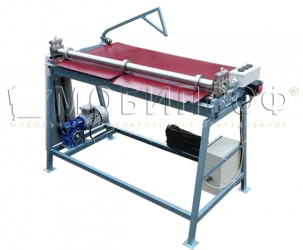
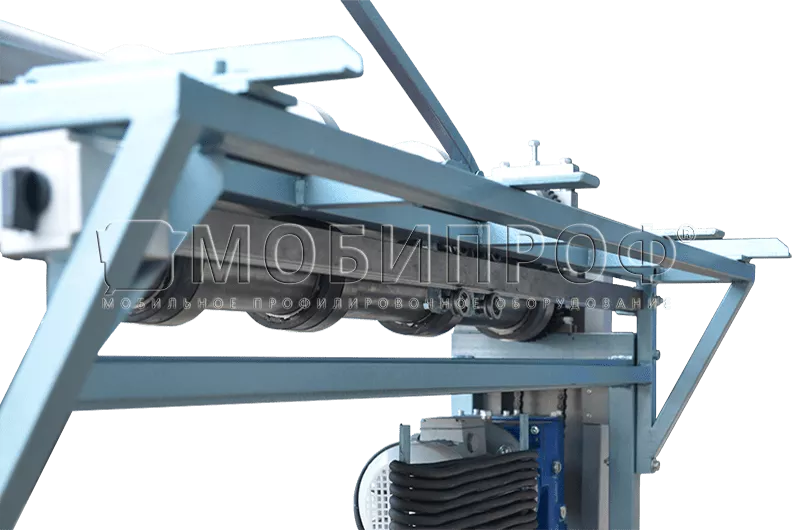
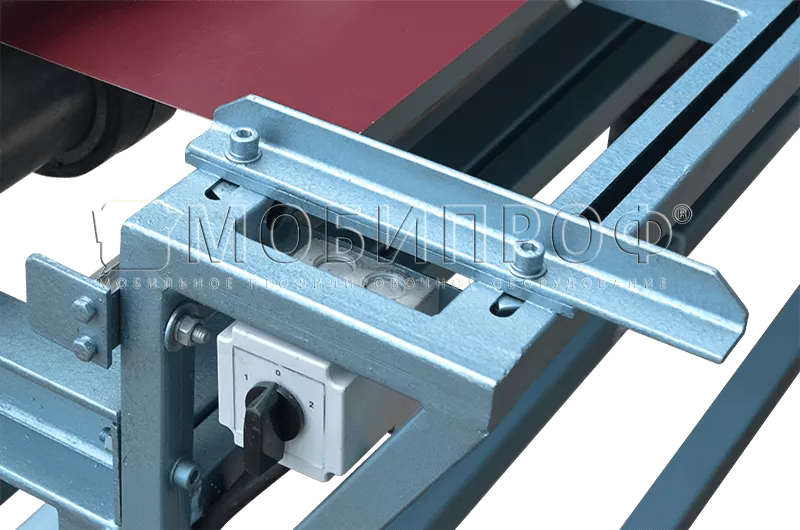
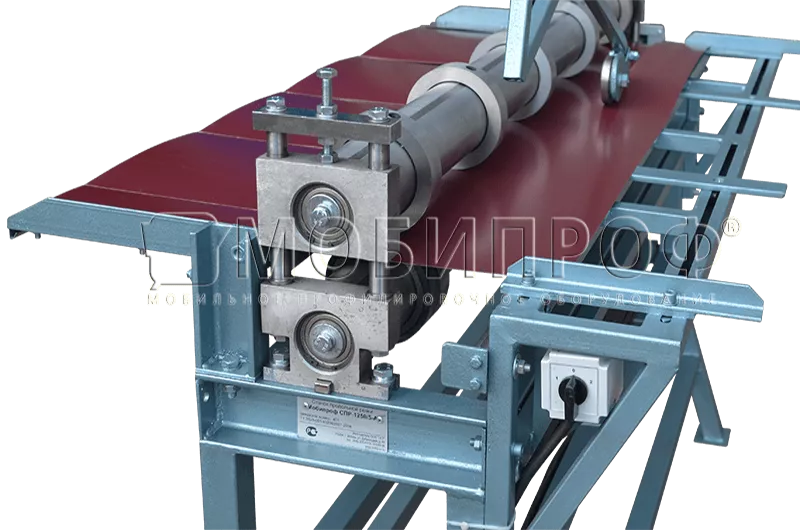
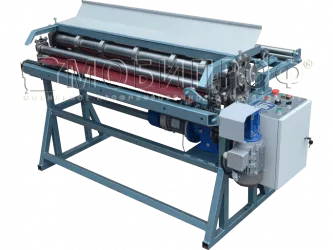
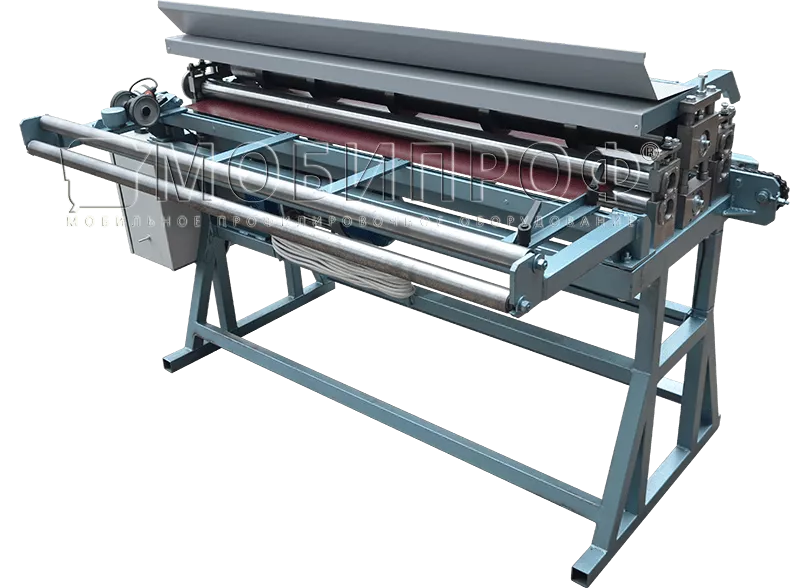
Станки для продольно-поперечной резки металла
5 товаров



220 000 ₽
Производительность
Толщина продольного реза
Ширина входящей полосы
до 5 м/мин
0,35 - 0,8 мм
до 1250 мм
Купить





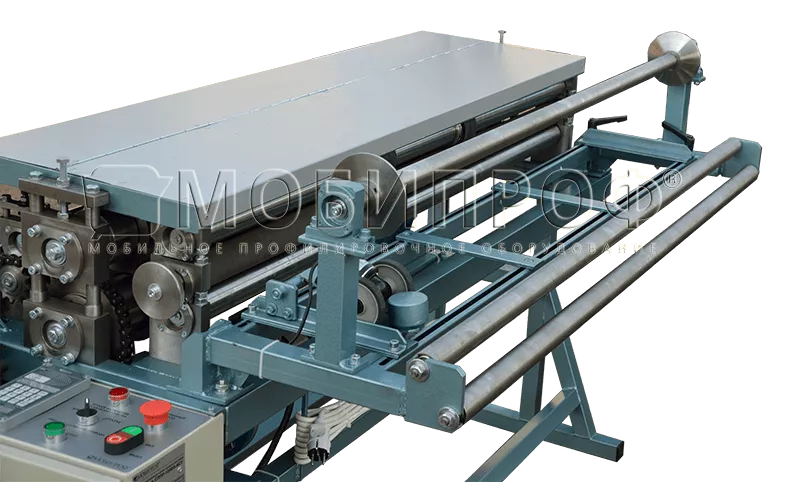
280 000 ₽
Производительность
Толщина продольного реза
Ширина входящей полосы
до 6 м/мин
0,35 - 0,8 мм
до 1250 мм
Купить
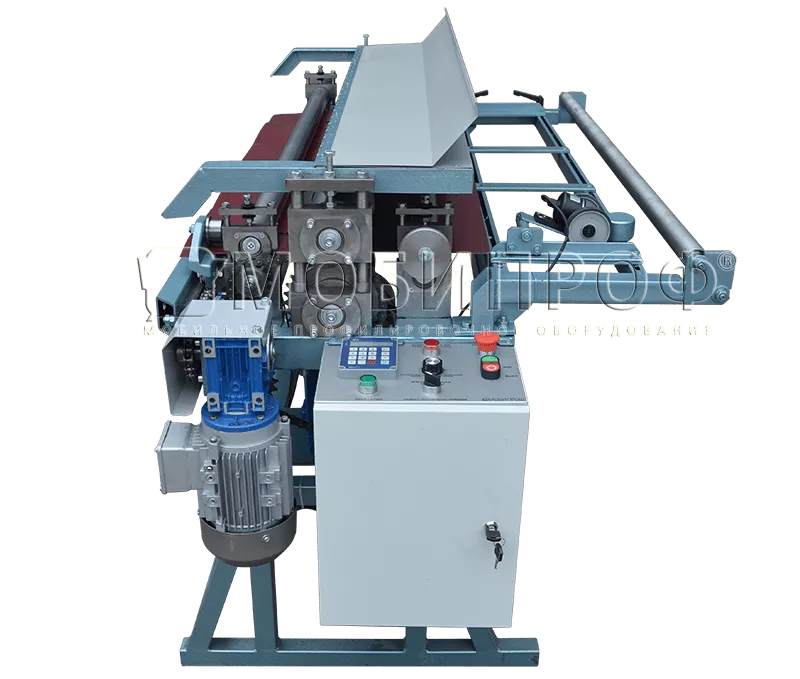
388 000 ₽
Производительность
Толщина продольного реза
Ширина входящей полосы
до 10 м/мин
0,35 - 1,5 мм
до 1250 мм
Купить




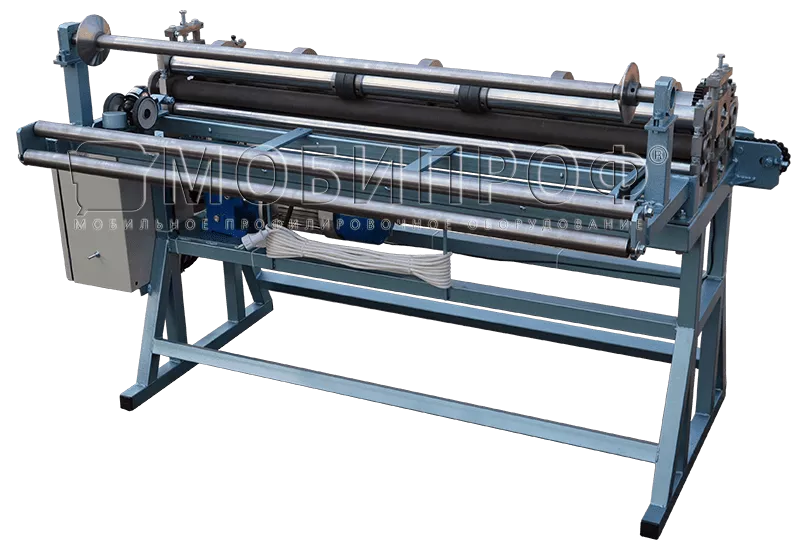
565 000 ₽
Производительность
Толщина продольного реза
Ширина входящей полосы
до 10 м/мин
0,35 - 1,5 мм
до 1250 мм
Купить

от 900 000 ₽
Производительность
Толщина продольного реза
Ширина исходного рулона
до 10 м/мин
0,35 - 1,5 мм
1250 мм
Купить
География поставок

Принимаем к оплате

